Competition amongst device companies in the institutional market has energized the use of colors for brand recognition amongst physicians, nurses and other healthcare providers. With the rise in home healthcare, many devices are now entering consumer markets where branding and aesthetics help influence the buying decision.
At the same time, minimally invasive procedures are being introduced to reduce patient trauma and increase comfort and outcome. These procedures rely of on successfully smaller devices with thinner walls and less material volume. In order to achieve consistent, vibrant colors within thin sections, pigment loading levels and pigment dispersion is critical.
Current economic challenges are also placing greater focus on polymer pigmenting options that provide the best cost/performance solution for a given application volume. With short production runs needed for smaller, highly specialized devices, process efficiencies and production yields can have a greater effect on cost than material price alone.
Color Concentrates – The Traditional Approach
 Product or component colors have always been used to define brands, differentiate critical features or improve aesthetics of medical devices. A wider range of colors are frequently finding their way into medical components as macro trends continue to redefine the medical market.
Product or component colors have always been used to define brands, differentiate critical features or improve aesthetics of medical devices. A wider range of colors are frequently finding their way into medical components as macro trends continue to redefine the medical market.
Color concentrates, or masterbatches, are generally accepted by the plastics industry as an economical means for pigmenting polymers. Masterbatches consist of a polymer matrix and high loadings of pigments and/or other additives. The polymer matrix is either the same or compatible with the polymer to which it will be added. Common carriers for masterbatches include polyethylene, polypropylene, polystyrene and ethyl vinyl acetate (EVA).
Masterbatch pellets are combined with natural resin prior to processing, creating a ‘salt-and-pepper mix’ that is then melt blended in the extruder or injection molding machine. Masterbatches are blended in a specified ratio, known as the let-down ratio. Let-down ratios (LDR) are typically 20:1 up to 50:1 (virgin resin to masterbatch), or 5% to 2% loading percentage (see Figure 1). The designed use level for a given masterbatch depends on the desired color, pigment types, pigment loading and anticipated processing machine characteristics.
Although masterbatches are relatively expensive due to high loadings of costly pigments, economies can be achieved where longer production runs use high volumes of resin. This approach can help keep inventory costs low because the bulk of material is natural polymer and can be used with multiple colors as needed.
Masterbatches rely on the injection or extrusion machines to provide sufficient mixing with the natural resin. Machines with small screw diameters, shallow flight profiles and short screw lengths are less reliable when it comes to dispersing masterbatch concentrates. In such machines, the use of masterbatches is technically challenging or not economical compared to pre-colored polymers when working with high pigment loadings or difficult color matches.
Since the amount of a masterbatch is relatively small in comparison to the base polymer, consideration of key processing parameters is required to achieve consistent color matches. Precise metering of both the masterbatch and polymer is required. “Dry blending’ the ingredients in a mixer prior to adding them to the hopper is frequently used. Concentrated masterbatch pellets are denser than the natural polymer pellets and tend to sift downward in the hopper due to vibration and drying air movement. This can lead to variable loading levels and color drifts throughout a production run.
Color metering weigh feeders can help to minimize ratio and color variation. Also, loss-in-weight feed hoppers helps to ensure precise metering of the materials into the injection or extrusion machine. Hopper feed screws must be designed to properly meter and mix the masterbatch pellets with virgin pellets at the right ratio, prior to entering the machine screw. These capital investments are often more difficult to justify for limited production runs of specialty medical devices.
Sufficient set-up time and engineering oversight is also required to ensure proper blending of the concentrate and achieving the desired color consistency from part-to-part. Lost production time and material due to extended set-up time can be offset by material savings in long manufacturing runs of material intensive parts. This can more significantly impact the cost of parts in short runs with limited and costly materials.
Advantages of Pre-Colored Polymers in Medical Devices
There are a number of situations in which pre-colored compounds are chosen over masterbatches to achieve consistent color quality in today’s smaller medical devices, requiring less material and often shorter production runs.
Insufficient dispersion of pigments in thin-wall parts is a common cause for rejection. For such parts, pre-colored polymers are very cost effective. Pre-colored polymers, especially those produced using twin screw compounding, provide substantially greater dispersion of fillers and pigments which improves consistency and part yields.
High pigment loadings may be required to achieve particular colors and to off-set the inherent color of some polymers or additives. For example, polyetheretherketone (PEEK) resin has an inherent opaque tan hue and requires considerable pigment loading to achieve vibrant colors. Radiopaque fillers, such as bismuth, are bright white and are commonly added in loadings of 20 to 40% by weight for device visualization under fluoroscopy or X-rays. To achieve a specific color match, the white must be offset by higher pigment content.
Pre-colored polymers do not rely on the part processing equipment for pigment dispersion and color control. Instead, pre-colored polymers are made in a separate process using extrusion compounding to distribute the pigment throughout the polymer. For high pigment loadings in medical polymers, optimum dispersion is achieved on twin screw extruders, which can uniformly distribute high pigment loadings in polymers prior to processing of the part.
Short production runs offer less opportunity to recoup added setup time required to control masterbatch color concentrates. Pre-color polymers can frequently save setup time, increase part acceptance rates and ultimately save money on short runs.
Masterbatches are typically sold in 50 lb. bags, and when mixed at a common 20:1 LDR will be produce up to 1,000 lbs. of colored polymer. Small or thin-wall parts that require a couple hundred pounds annually can result in left-over masterbatch that will result in disposal or added inventory carrying cost.
Regulatory Considerations
 Regulated medical devices are submitted for an FDA 510(k) clearance with specific materials of construction. For example, a catheter may be submitted with a polyamide 12 polymer and blue pigment. Pre-colored compounds are often specified with the exact ingredients of the formulation submitted for regulatory approval. If a masterbatch is used, the component or device manufacturer must ensure the polymer carrier resin used and all ingredients are identical to those originally submitted for FDA approval. If another polymer, pigment or any additive must be replaced from the original recipe, this may be considered a material change by the FDA, and require re-testing and addition documentation.
Regulated medical devices are submitted for an FDA 510(k) clearance with specific materials of construction. For example, a catheter may be submitted with a polyamide 12 polymer and blue pigment. Pre-colored compounds are often specified with the exact ingredients of the formulation submitted for regulatory approval. If a masterbatch is used, the component or device manufacturer must ensure the polymer carrier resin used and all ingredients are identical to those originally submitted for FDA approval. If another polymer, pigment or any additive must be replaced from the original recipe, this may be considered a material change by the FDA, and require re-testing and addition documentation.
Today, an increasing number of medical devices require validated manufacturing processes. The slightest inconsistency in raw materials or levels can cause these processes to vary outside of acceptable quality control limits. In such cases, pre-colored compounds are often preferred. A masterbatch made with a different polymer or even the same polymer with a different viscosity from the polymer to which it is added, can result in process inconsistencies. This is particularly true with thin wall parts such as catheters, where the processes are highly controlled to achieve the necessary product configurations and yields.
Pigment Considerations
The FDA requires that component materials that contact the human body, directly or indirectly, are tested to ensure the compound or extractable ingredients meet the requirements for a given application according to ISO 10993 test procedures. Since the pigment would be a constituent of the overall compound, pigments must be selected that will not cause adverse events in devices. This narrows the available pigments for use in medical devices that contact bodily fluid or tissue.
In some cases, suppliers have restricted sale of pigments used in medical devices that contact the human body, often for liability reasons. This further reduction in available pigments can provide challenges for sourcing material necessary to achieve specific colors.
For companies developing colored polymer formulations used in regulated medical devices, it is best to consult with a medical polymer compounder. Compounders who are primarily focused on medical applications will have an established source for pigments and will be capable of meeting biocompatibility test requirements.
Conclusion: Continuing the Trend in the Use of Pre-Colored Polymers
Product or component colors are expected to increase in use as companies seek to define brands, differentiate critical features or improve aesthetics of medical devices in home healthcare and institutional settings. The trend towards the use of a wider range of colors and more vibrant colors will continue as macro trends in the medical industry redefine product consumers, market competition, economics and product technology. This will further challenge material suppliers to produce higher pigment loadings with improved dispersion in polymers for increasingly smaller device components.
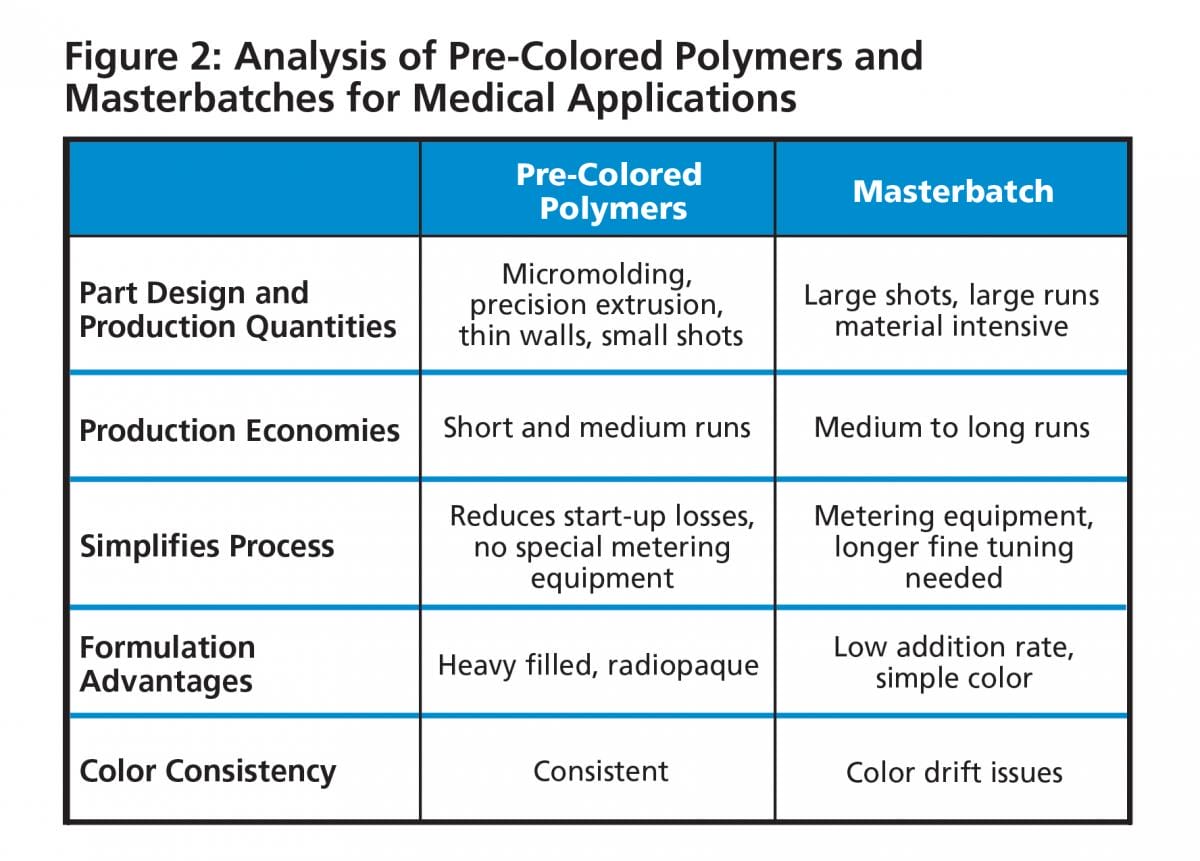
Pre-colored compounds and masterbatches are distinctly different alternatives for coloring polymers used in medical devices, depending on the particular product manufacturing situation (see Figure 2). Masterbatches are commonly used for economic reasons in large volume commercial products. Today’s more compact and complex medical devices often favor pre-colored polymer compounds.